应用截图
应用介绍
editplus文本编辑器是一款可靠且好用的文本编辑工具软件,多样的功能都可以愉快操作,整体都是值得你尝试的,最棒的资源等你来分享更多,无比的愉悦。
")
editplus文本编辑器软件功能
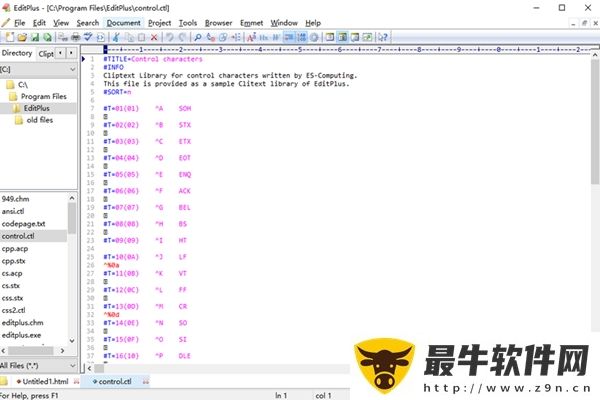
1、界面
强大的文字处理编辑软件,方便的探索,愉快的体验更多的内容来。
2、结构
软件具有无限撤消和重做、英语拼写检查、自动换行、列计数标记。
3、模板
搜索和替换、同时编辑多个文件、全屏浏览等,你可以轻松地处理。
4、安全
它是系统内置记事本的完美替代品,无比的奇妙,也能够方便可靠。
editplus文本编辑器软件特色
1、支持多种编程语言的语法高亮显示,使代码易于阅读和编辑。
2、可以自动完成代码,提高编写代码的效率,帮你处理好问题。
")
3、内置浏览器,供用户预览网页,轻松地探索,愉快的体验到。
4、支持同时打开多个文件,方便用户在不同文件之间切换编辑。







